

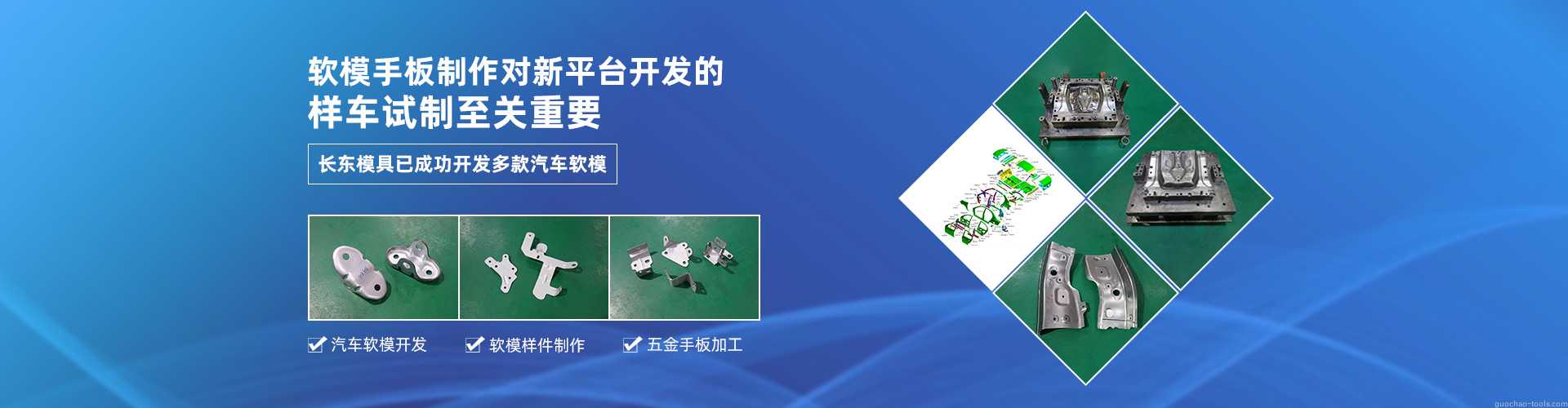
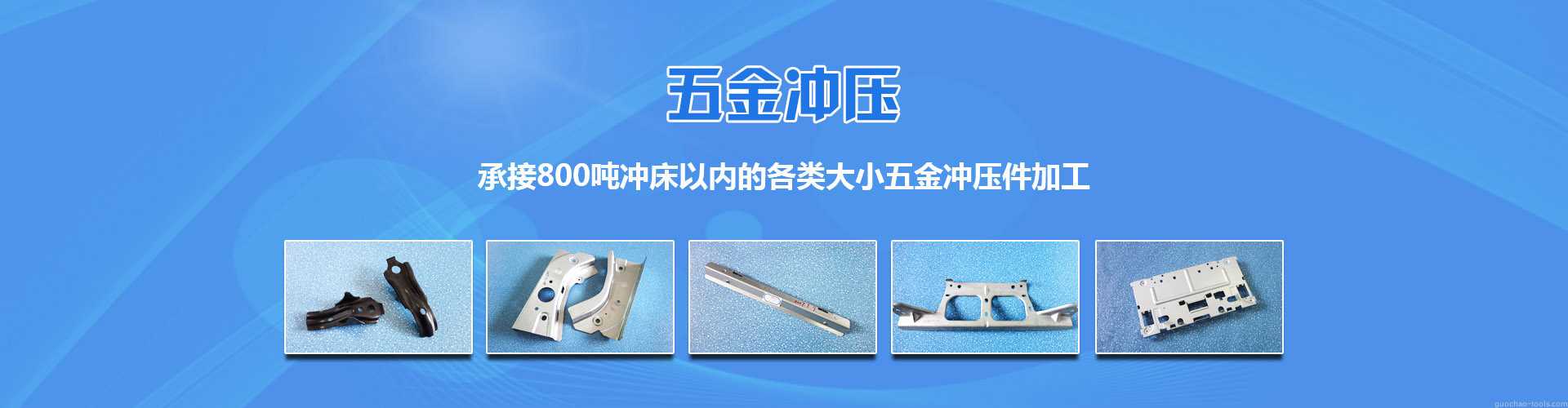


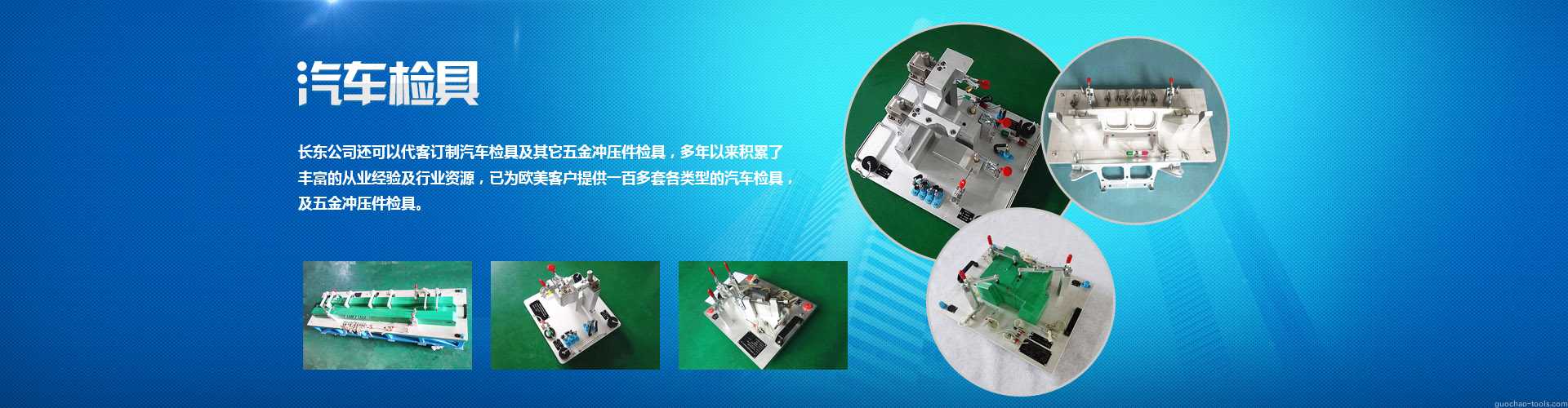


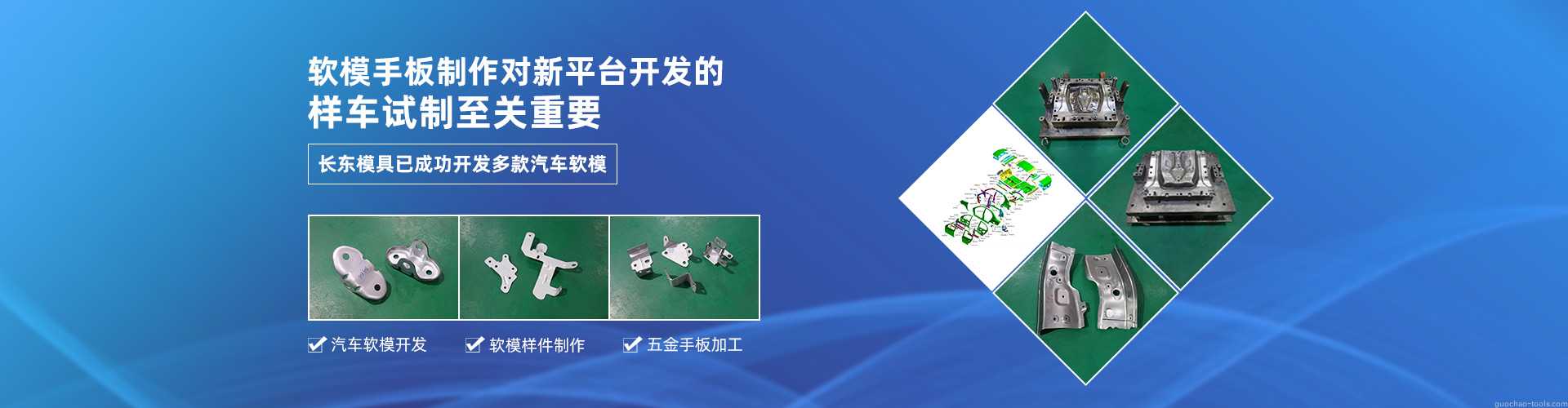


东莞市长东模具有限公司是一家集车身软模开发,五金模具制造及车身软模件制作为一体的国家高新技术企业。公司五金模具加工及试模设备齐全,车身软模开发,软模冲压件及量产冲压件加工均在厂内完成。公司可开发4米以内铸铁结构汽车模具和钢板结构汽车五金模具 ,包括连续模和多工位传送模。80%汽车模具,车身软模冲压件和五金模具等产品出口欧美16个国家,涉及项目有:捷豹路虎接线端子五金模具,麦格纳底盘冲压模具及保险杠汽车模具,康明斯排气管总成五金模具,戴姆勒V30项目汽车五金模具,PSA P8和PSA618车身冲压模具,日产H60B汽车冲压模具和冲压软模开发及车身软模件制作,铃木白车身软模开发及其车身软模试制手板制作,及英力士汽车软模开发及软模冲压件制作等。
sales@guochao-tools.com
联系人:古经理 181 1876 8847
东莞市长东模具有限公司 © 版权所有 地址:东莞市大朗镇富民南路56号B栋 备案号:粤ICP备18143443号
电邮:sales@guochao-tools.com 电话:0769-8106 1256 分机807 传真:0769-8106 1926 --- 营业部古经理:181 1876 8847
期待您与我们联系:
181 1876 8847
邮箱:sales@guochao-tools.com
地址:东莞市大朗镇富民南路56号B栋
备案号:粤ICP备18143443号
东莞市长东模具有限公司 Copyright © 2022 版权所有

 中文
中文 English
English 技术交流
技术交流 行业资讯
行业资讯 下载中心
下载中心 181 1876 8847
181 1876 8847
